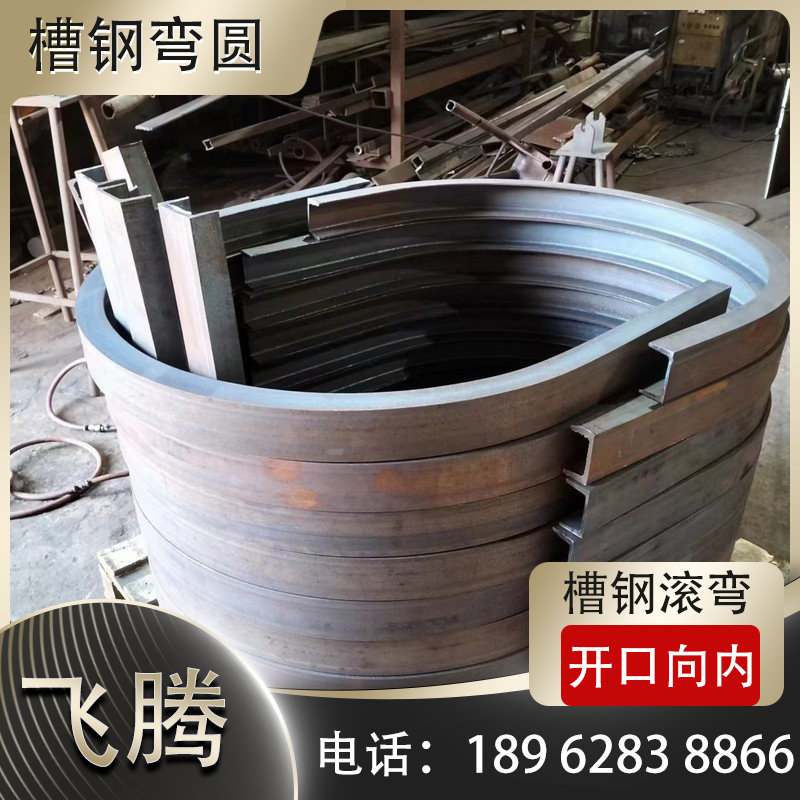

在槽钢冷弯成型加工过程中,会遇到一些常见的问题,这些问题可能会影响产品的质量、加工效率以及设备的使用寿命。以下是常见问题及其解决方法的详细介绍:
一、常见问题
材料断裂
材料本身的塑性和韧性不足。
加工时弯曲半径过小或变形过大。
冷弯过程中速度过快或施加的力过大。
现象:在冷弯过程中,材料表面或内部出现裂纹或断裂。
原因:
成品尺寸不合格
轧辊模具设计不当或磨损严重。
辊轮间隙调节不当。
加工过程中材料的弹性回弹未得到充分考虑。
现象:成品槽钢的尺寸(宽度、高度、厚度等)不符合设计要求。
原因:
表面质量问题
材料表面或设备表面有杂质。
辊轮表面粗糙或有损伤。
冷弯过程中材料与辊轮之间摩擦过大。
现象:成品表面有划痕、压痕、氧化皮等缺陷。
原因:
材料回弹
弯曲过程中未充分考虑材料的回弹特性。
加工时施加的弯矩不足,未能有效克服材料的弹性变形。
现象:冷弯成型后,槽钢不能保持预定的弯曲形状,出现回弹现象。
原因:
设备磨损和故障
设备保养和润滑不够。
使用的轧辊材料耐磨性不足。
加工过程中设备承受的应力过大。
现象:冷弯设备(如辊轮、上料机构、切割装置等)频繁出现磨损或故障。
原因:
二、解决办法
材料断裂的解决办法
选用合适的材料:选择具有良好塑性和韧性的钢材,避免使用脆性高的材料。
合理设计弯曲半径:确保弯曲半径不小于材料厚度的3倍,以避免过度变形。
优化加工参数:适当降低加工速度和弯曲力,减少材料的应力集中。
成品尺寸不合格的解决办法
改进轧辊设计:根据产品尺寸要求,精确设计和制造轧辊模具,并定期检查和更换。
调整辊轮间隙:在加工过程中,确保辊轮间隙适当,避免材料过度挤压或松弛。
考虑回弹补偿:在弯曲过程中适当调整弯曲角度和压力,以补偿材料的回弹效应。
表面质量问题的解决办法
清洁材料和设备:在加工前,清洁材料表面和设备的工作表面,避免杂质引起的划痕和压痕。
维护轧辊表面:定期检查和修复轧辊表面,保持其光滑和无损。
控制摩擦力:在加工过程中,使用润滑剂或涂层来减少材料与辊轮之间的摩擦。
材料回弹的解决办法
预设回弹角度:在弯曲过程中,适当增加弯曲角度,以抵消材料的回弹。
增强弯曲力:在允许的情况下,适当增加施加的弯矩,确保材料充分变形。
使用预拉伸技术:在冷弯前,对材料进行预拉伸处理,减少其回弹倾向。
设备磨损和故障的解决办法
定期维护和保养:制定设备维护计划,定期检查和润滑关键部件,及时更换磨损的轧辊和零件。
选用高质量材料:使用高耐磨性的轧辊材料,延长其使用寿命。
优化操作参数:根据设备的负载能力,合理设置加工速度和施加力,减少设备的过度应力。
结论
槽钢冷弯成型过程中,面对的各种问题需要通过优化工艺参数、合理选择材料、加强设备维护等方法加以解决。通过持续改进和优化,可以有效提高槽钢冷弯成型的生产效率和产品质量。